Система литья дисков является важнейшим элементом оборудования на самом начальном этапе линии электролитического рафинирования меди. Качество производимых ею анодных пластин напрямую определяет эффективность тока в последующих электролитических ячейках и качество катодного медного продукта. Эта система непрерывно разливает расплавленную медь в анодные пластины, соответствующие стандартам для поступления в электролитические ячейки, и является важным компонентом всей системы оборудования для электролиза меди.
Основной состав оборудования и технологический процесс следующие:
Разливочный ковш и разливочный ковш:Разливочный ковш служит буфером и временным хранилищем расплавленной меди, обеспечивая стабильную подачу расплава. Разливочный ковш, установленный на прецизионных электронных весах, количественно впрыскивает расплавленную медь в формы в соответствии со строгими требованиями процесса электролиза к весу и толщине анодных пластин, обеспечивая постоянную скорость растворения каждой анодной пластины во время электролитического рафинирования.
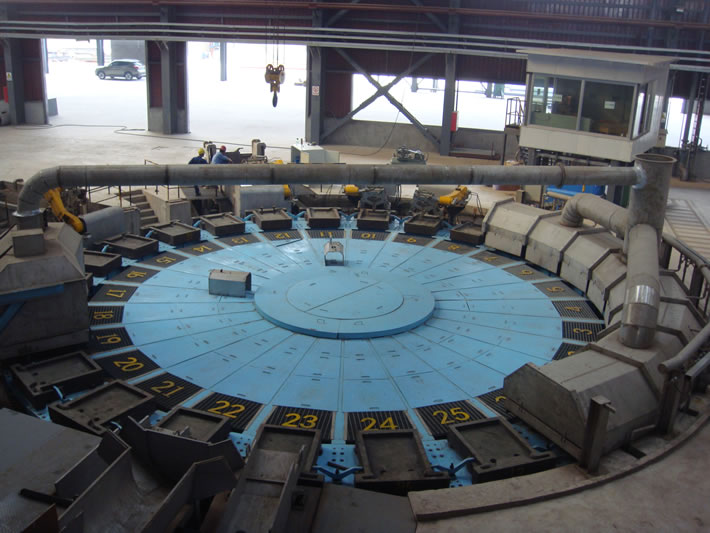
Разливочный диск:Большой вращающийся стол перемещает несколько форм. Вращающиеся диски последовательно перемещают литые формы к станциям охлаждения и извлечения из форм, обеспечивая непрерывное производство, соответствующее ритму загрузки ячеек в электролитическом цехе.
Вспомогательные системы включают систему распылительного охлаждения (принудительное охлаждение формы для контроля кристаллизации) и автоматическую систему нанесения покрытия на форму (распыление разделительного агента для предотвращения прилипания), обеспечивая гладкую поверхность анодной пластины и снижая риск коротких замыканий во время электролиза.
Устройство для извлечения и укладки пластин: машина для извлечения удаляет из формы качественные анодные пластины, а подъемник для отходов анода автоматически отбраковывает дефектную продукцию. Качественные пластины охлаждаются в резервуаре с охлаждающей водой, а затем аккуратно укладываются в стопки, ожидая передачи в блок формования анода для предварительной обработки, такой как выравнивание и фрезерование. Наконец, они загружаются в электролитическую ячейку и соединяются с постоянным катодом (или стартовым электродом) для подачи питания.
Вся система точно координируется гидравлическими, пневматическими и электронными системами управления ПЛК, обеспечивая полностью автоматизированную работу от литья до укладки, что позволяет получать высококачественные анодные пластины и гарантировать эффективное и стабильное производство оборудования для электролиза меди.






